朝日テクノ株式会社
朝日テクノ株式会社は、レーザー加工導光体のメーカーです。レザ・ライトは朝日テクノ株式会社製レーザー加工導光板の愛称です!
- お電話でのご注文・お問い合わせ
- 06-6978-6668FAX : 06-6977-8090
レーザー加工導光体は下図のようにアクリル板上にレーザー加工によるドットやV溝をつけてやることにより作られます。
主な加工形状は以下に示すドット加工とV溝カット加工の2種類です。
発光面の面積・形状に応じて溝やドットの幅・径及び深さ、溝・ドットの間隔を最適設計いたします。
この最適設計をパターン設計と申します。
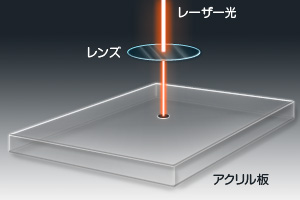
ドット加工
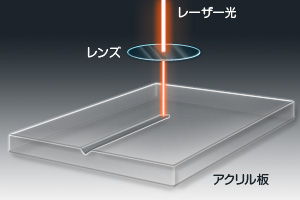
V溝加工
- レンズで集光したCO2レーザー光をアクリル板表面に照射すると、レーザー光のスポット部分で溶融飛散が起こり、スポット径に対応する径のすり鉢状穴をあけることが出来ます。またアクリル板をレーザー光に対して一定速度で走査させると、走査スピードとレーザーパワーによって決まる幅と深さを持つ溝を形成することが出来ます。
- 溝または穴の表面は、アクリルの分子量により鏡面(反射面)または粗面(散乱面)になります。レーザー加工導光体の材料としては、押し出し成型のアクリル板が適しています。
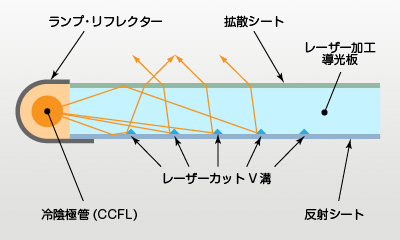
導光板反射原理図
- 発光部全体で均一な輝度・照度にするためには溝やドットの幅、径および深さそして溝・ドットの間隔を発光部の面積や形状に応じた値に設計する必要があります(以下パターン設計と記す)。レーザー加工システムを用いたパターン設計では、発光部の面積や形状から即座にパターンと加工条件を決定し、それらを一組のデータとして加工を行うため、基本的には版や金型を製作する必要がありません。
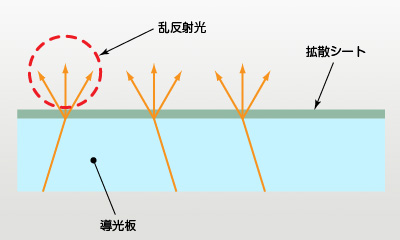
拡散シート部分での乱反射図
- 導光板の表面に拡散シートを貼ることによって光を拡散してより均一に発光するようにします。
- 加工されたアクリル板(以下導光板)のエッジ(端面)に光源となる冷陰極管を配し、冷陰極管外周をランプ・リフレクター(反射板の一種)で囲み、効率よく光が導光板内に導きます。
- 導光板内に入った光は板面に加工されたV溝にあたり、板面に対して鋭角に進みます。
- 鋭角に進んだ光が導光板の中から大気中に向かって出てきます。